

关于电池模组焊接问题的探讨
作者:贤阳汇聚金属科技(苏州)有限公司
浏览:
发表时间:2020-02-18 08:53:06
将电芯通过焊接的方式串并联起来成组,是电池模组生产的关键步骤,焊接技术在某种程度上已经成为制约模组产品品质、生产效率、成本的最关键因素之一。下面以几家优秀的模组生产企业的专利技术为例,讨论一下领域内对该技术的着眼点。
A企业
由于总输出极承担较大的载流量,所以一般会采用铜材质,而铜电极片直接与铝极柱焊接强度低,稳定性不好。
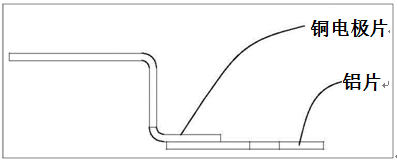
A家最早的解决方案是先把铜电极片与一块铝片预制超声焊接在一起,再对铝片与极柱进行焊接。此方法存在三个问题:
1、对铝连接片和铝极柱焊接时,会影响已焊接好的铜铝结合部稳定性;
2、铜铝电极片焊接区域非对称,影响焊接强度;
3、铜电极片连接插接件后会给铜铝界面带来剪切力,影响结合强度。
针对这三个问题,A家共进行了三项改进。
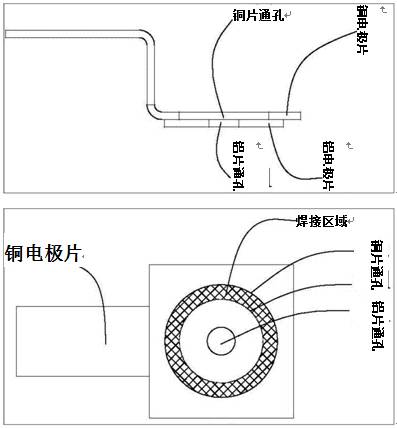
第一项改进是在铜电极片上开通孔,沿通孔一圈的圆环区域对铜铝电极片进行超声焊接,再在通孔区域对铝片和铝极柱进行激光焊接。该方法解决了多次焊接和焊接区域不对称的问题,但是依然存在铜电极片上插接件造成的剪切力。

第二项改进是在上述分区焊接的基础上,把铜电极片变成铜台,铜台上有带有外螺纹的同心铜柱,或者带有内螺纹的圆柱孔,与插接件进行螺纹连接。一方面降低剪切力带来的影响;二来降低插接件的生产难度,实现自主生产。
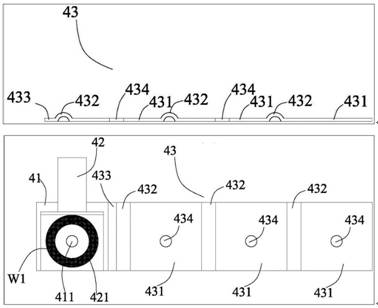
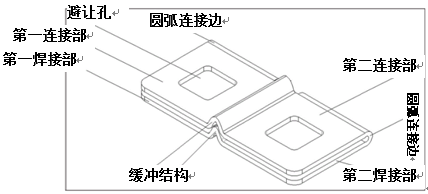
第三项改进也是给予第一项分区焊接技术,开发了一种可伸缩铝电极片,为多层铝箔堆叠后经冲压成型再分段热压焊接而成。拱形段为各层间未结合的多层分散的状态,平面段为各层间经热压焊接结合在一起的单层的状态,从而形成一种柔性铝电极连接片,补偿因电池膨胀形成的位移,降低在铜铝结合部产生的应力。推测前两项改进方式对界面结合力的提升并不能完全满足要求,所以才采用这种柔性铝连接片的方式,弥补铜铝界面强度不足的问题。
B企业
B家是采用镍片与极柱进行连接,可焊接性好,但是导电能力不足,且成本高。
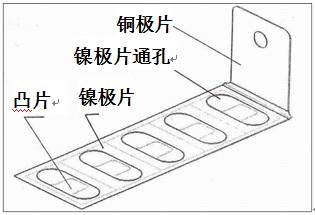
针对此问题,研发了一种铜镍复合电极片,分别开有对应的通孔,通孔处有镍凸片用于与极柱进行焊接,从而兼具镍的焊接性能与铜的导电性能。这种方式并未彻底解决导电能力不足的问题,如通过增加连接片厚度的方法来优化,则又影响焊接性能,增大了电池模组重量,提高了成本。
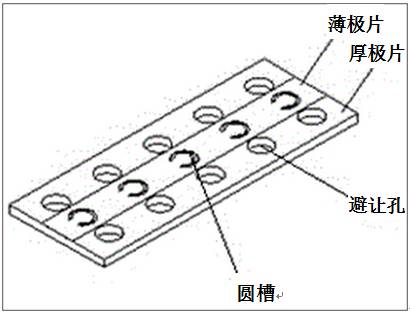
于是开发了一种由厚薄两片铝极片组成的复合连接片。在厚极片上设有通孔,薄极片上开有与通孔对应的圆槽,圆槽为薄极片与极柱的焊接区域。此时,厚极片可以增加到足够大的厚度来保证导电性,薄极片降低到足够薄来保证焊接性。而铝材密度小价格低,也能保证整体质量和成本的要求。
C企业
C家为了实现很好的连接强度,在连接片上开通孔,电芯极柱穿过通孔与之配合,然后利用激光将通孔周围金属熔融进行焊接。问题是,如果所开通孔过大,焊接效果会受到影响。如果过小,又增加了装配难度。
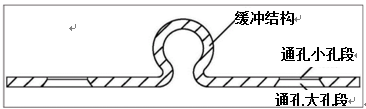
针对此问题,C家把通孔分成了大小孔两段,采用过盈配合的模式降低对孔形状和尺寸的要求。
为了提高连接片的导电性能,C家开发了一种多层叠加的连接片。两层材料焊接在一起,其中一层或几层开通孔,剩下一层与通孔对应的区域为连接片与极柱的焊接部,兼顾薄处焊接,厚处导电的功能。值得注意的是,两项技术的基材均为多层箔材焊接而成,两种连接片均为一次性冲压成型。
总结一下各家企业的共同点:
1、连接片多采用多层材料复合+开设通孔的方法,其中一层材料为连接片与极柱的连接层,保证焊接性能。多层材料叠加用于保证连接片的导电性。
2、连接片基材采用多层箔材堆叠之后加工成型,可形成柔性区域,用于补偿电芯膨胀造成的位移,减小对低强度界面的影响。
以上三家均为电池模组生产企业,解决问题的思路也基本类似,即想办法绕开问题。当两种材料焊接质量无法满足要求时,尝试采用不同的替代材料,再利用更加精细的结构或工艺弥补更换材料带来的性能损失。因为焊接技术本身的优化空间,对于模组生产商来说是很小的

 客服1
客服1 客服2
客服2
